The post フライス加工?旋盤加工?とは first appeared on 微細加工.COM.
]]>切削加工を思い浮かべると、
穴開け、面引き、溝入れ?
角物加工、丸物加工、長物加工?
大物加工、小物加工、微細加工?
平面加工、曲面加工、テーパ加工?
薄物加工、深物加工?
2軸加工、3軸加工、5軸加工、多軸加工?
駄物加工、精密加工?
と色々浮かびますが、
で?どれが?フライス加工?で出来るの?
で?どれが?旋盤加工?で出来るの?
と言われると、
?????となる場合があると思います。
実際、最近の機械は多様な加工が出来てしまうので、
以外に、判断出来ない場合があります。
なので単純に分けると、、
フライスは、
回転する切削工具で固定した材料を削り、部品を作り出す。
そして、
旋盤は、
固定した切削工具で回転する材料を削り、部品を作り出す。
となります。
雑な分け方ですが、
実はこの動きの条件によるメリットとデメリットが、
二つの加工方法に違いを生み、
どちらも欠かせない切削方法になっています。
最後に使用機械は、
フライス加工に使われる機械をフライス盤、
数値制御が付くとNCフライス盤
工具交換機能(ATC)が付くとMC(マシニングセンタ)となります。
旋盤加工に使われる機械を旋盤、
数値制御が付くとNC旋盤
工具交換機能(タレット)が付くとCNC旋盤となります。
フライスと旋盤の両方の加工機能を持った
複合加工機(ターニングセンタ)もあります。
The post フライス加工?旋盤加工?とは first appeared on 微細加工.COM.
]]>工作機械(フライス、旋盤、ボール盤、マシニングセンタ、
ターニングセンタ、複合加工機、等)に
切削工具(エンドミル、、バイト、ドリル、メタルソー、等)を取り付けて、
製品用途に適した材料から、希望の形状を削り出す事です。
製品形状(用途)により様々な加工技術を使用するため、
研磨加工、切断加工、研削加工、穴加工、
微細加工、高精度加工、同時五軸加工、等
呼び方は加工方法、加工内容、加工難易度、加工サイズ等に細分化されますが、
工具を使い、材料を削り、形にする技術が切削加工となります。
3Dプリンター等、物作りの方法は日々進化していますが、
やはり製品を作るうえで、
最後の調整としての精度出しは切削加工が重要だと考えています。

The post 半導体部品の加工案件が増えています。 first appeared on 微細加工.COM.
]]>弊社でも、半導体関連については、
見積依頼を含め、増加傾向にあります。
試作対応後、量産に進むことが出来れば、
数量は年間数個から、
毎月数十個等の小ロット制作になります。
材料は
アルミ、SUS、プラスチックと幅も広く、
形状も
多穴、シャフト、薄板、ケース等や、
同時五軸を使用する曲面形状もあり、
サイズについても、
大型部品から微細加工まであり
意外にも多彩なので驚きました。

The post 半導体部品の加工案件が増えています。 first appeared on 微細加工.COM.
]]>The post 切削加工における隅Rとは。 大は小を兼ねないのです。 first appeared on 微細加工.COM.
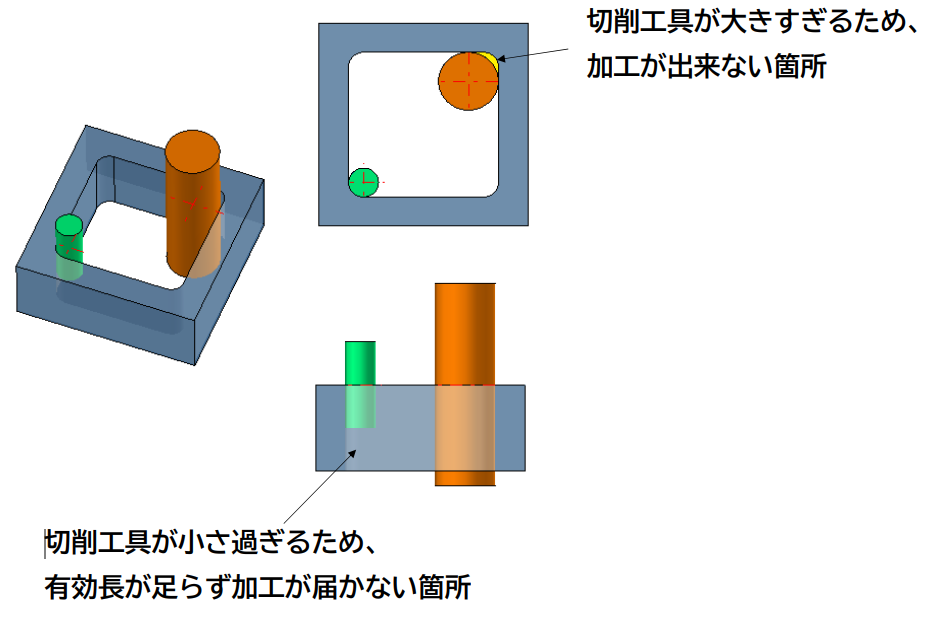
]]>どうしても、
切削工具(ドリル、バイト、エンドミル)の大きさに影響を受けます。
当たり前の例で申し訳御座いませんが、
φ10.0の穴にφ20.0のドリルでは、
穴が大きくなってしまうため使用が出来ません。
同じように部品の隅部についても、
四角穴の4隅が隅R5.0の場合、
半径R10.0のφ20.0エンドミルで加工を行うと、
隅部がR10.0になってしまうため使用する事が出来ません。
切削加工では、
部品の隅R以下の工具を使用しなければならないため、
大は小を兼ねません。
隅Rが小さくなるほど、
切削工具が小さくなり加工時間が延びてしまいます。
結果、コストにも大きく関わるため、
VE提案では隅Rの可能な範囲での変更をご検討頂きます。
切削工具の大きさは加工可能な深さにも大きく影響を与えます。
微細加工、精度加工を問わず、
切削加工において、加工隅Rは重要な部分となります。
The post 切削加工における隅Rとは。 大は小を兼ねないのです。 first appeared on 微細加工.COM.
]]>The post マシニングセンターによる割出し5軸加工と同時5軸加工 first appeared on 微細加工.COM.
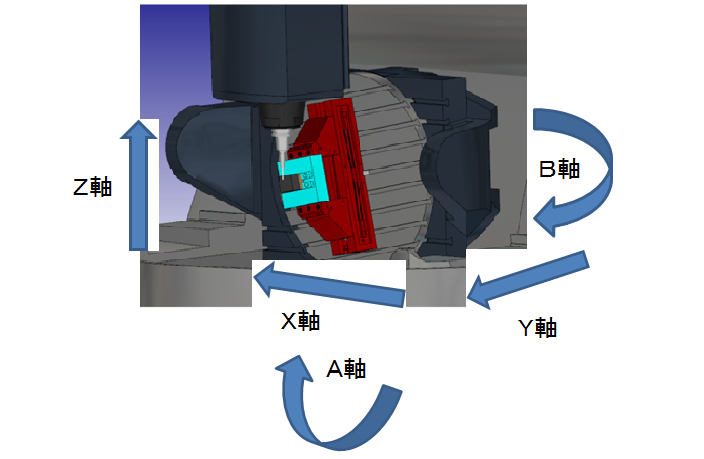
]]>通常の3軸マシニングセンターでのX軸、Y軸、Z軸の3軸切削加工に、
テーブルの傾きや回転などを付加をした切削加工の事です。
これにより通常の3軸切削加工では工具の入らないアンダーカット部分の加工や
「ワンチャッキング」で多方向からの切削加工も可能になります。
また製品に対して斜めからの加工が出来るので、
切削工具の突き出しを短くする事による「ビリ」の防止効果や、
「周速が0」になるボールエンドミルの頂点を使わない切削加工を行う事で
加工面が美麗になり、
3軸加工より良い条件で切削加工を行える利点があります。
5軸加工には大きく分けて2種類の加工方法があり、
割出し5軸加工と同時5軸加工と言われています。
割出し5軸加工はテーブルの傾きや回転を
「加工を行いたい面」で固定して3軸加工をする為、
「多面加工」でも精度の安定した加工が出来るのが特徴です。
同時5軸加工は全ての軸を同時に動かしながら加工をする為
加工面に工程を変えた時に出る「スジ」や「ズレ」等が出ない、
滑らかな仕上がりの曲面にする事が出来ます。
五軸切削加工では製品の使用目的に合わせ、
仕上がり面や精度を適切に加工する事で
短納期やコスト低減に対応しております。
The post マシニングセンターによる割出し5軸加工と同時5軸加工 first appeared on 微細加工.COM.
]]>The post 試作型での「ひけ」への対応 first appeared on 微細加工.COM.
]]>プラスチックを溶かし、
型に流し込んで冷えて固まる工程の中で、
プラスチックが収縮する事により「ひけ」は発生します。
外観や内装部に「ひけ」があるのは、
当然、問題ですが、
機構部品でも「ひけ」が影響して変形や歪みが発生してしまい、
ピッチ寸法が出ない場合が有ります。
成形条件を調整して「ひけ」を直す事が出来れば問題が無いのですが、
成形品の形状によっては、
成形条件だけでは対応出来ない場合が有ります。
「ひけ」は初期の製品設計、金型設計の段階で十分に検討を行えば回避出来ます。
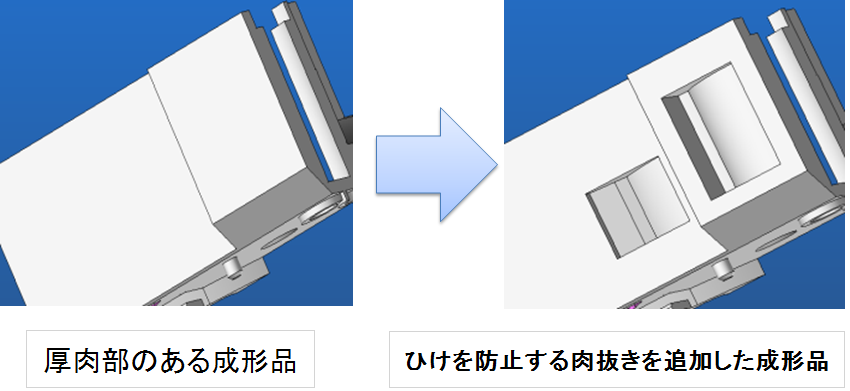
均等な肉厚では無く、厚みに大きく差がある製品は特に要注意です。
弊社では金型設計時に「ひけ」が発生しそうな厚肉部分を割り出し、
成形品が均肉になるように「肉抜き」の処理を行います。
成形品に形状変更を行う事になる為、
お客様に問い合わせを行い了承を得ます。
外観に関係するので「肉抜き」が出来ない場合も有ります、
そのような場合でも他の位置からの「肉抜き」を考え、
提案を行っております。
想定される問題個所の事前回避提案を行い、
試作型で重要な日程の遅延を起こさず、
安定した品質の成形品を提供出来る様に日々努力しています。
The post 試作型での「ひけ」への対応 first appeared on 微細加工.COM.
]]>The post 画像測定機を使用した測定の注意点 first appeared on 微細加工.COM.
]]>ブロックゲージの測定を行っています。
画像測定器での測定は、
部品に光を当てレンズの端面やボス、リブ、穴等の
測定部位にピントを合わせる事によって、
高さや距離を測定出来ます。
ただそれだと、正確な測定値は出せません。
正確な値を出す為には、
光の当て方による陰影の付け方が重要になります。
・落射(上から光をあてる)
・透過(下から光をあてる)
・リンク(回りから光をあてる)
の3種類の当て方と光量を調整して、
部品のエッジラインをはっきり出す事が重要です。
このエッジラインをしっかり出さないと測定時に誤差が出てしまい、
寸法公差の厳しい部品だと公差外になってしまいます。
測定誤差については、
レンズの倍率を上げれば小さくなりますが、
測定に時間が掛かる為、
部品精度や測定部位により変化を付けて測定を行います。
画像測定器での測定では、
エッジラインの取り方により測定値が変わってしまうので、
レンズのピント合わせも重要です。
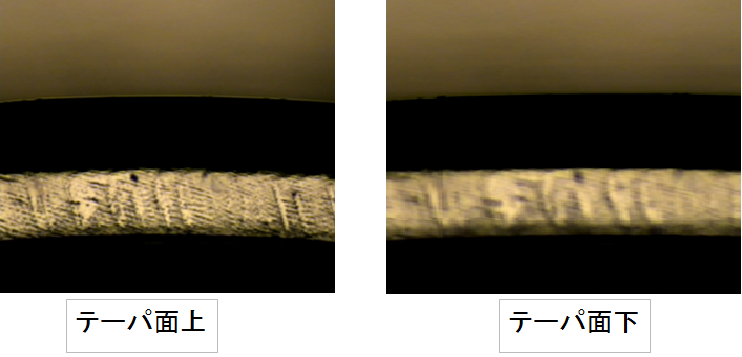
テーパ面を測定する場合、
上で合わせるか下で合わせるかにより測定値が変わってしまいます。
写真左のほうがピントが合っているように見えますが、
実際に測定するエッジラインは写真(右側)になります。
写真(左)はテーパ面上でピントを合わせています。
写真(右)はテーパ面下でピントを合わせています。
このように、
光の当て方とピントの合わせ方に注意して測定を行う事が正確な測定になります。
The post 画像測定機を使用した測定の注意点 first appeared on 微細加工.COM.
]]>The post エジェクターピンの配置と注意点 first appeared on 微細加工.COM.
]]>射出成形で型が開いた後に成形品を「コア」から押し出す為の金型部品です。
「エジェクターピン」が無ければ、
型が開いた後に成形品を「コア」から取リ出す事が出来ません。
「エジェクターピン」は成形品の形状に合わせ、
長さ、径、先端形状を変える事により様々な種類を使います。
形状の単純な成形品に対しては
1種類の「エジェクターピン」だけで済む事もありますが、
形状が複雑な成形品になると数十種類以上の「エジェクターピン」を使用します。
手のひらサイズの成形品でも100本以上の使用本数になる場合もあります。
「エジェクターピン」が少ないと型組時の手間は少なくて済みますが、
成形品を押し出す強度が足りずに折れてしまったり、
一部の「エジェクターピン」に負荷が集中して、
その部分が膨れたり、薄い部分を貫通してしまう問題が発生します。
また、配置のバランスが悪いと成形品が変形してしまう為、
型設計時に適切な位置に、適量を配置する必要があります。
型組時の調整も重要で「エジェクターピン」が
「コア」から飛び出ていると「キャビ」に当たってしまい型を破損したり、
成形品に穴や凹みが出来てしまいます。
逆に「エジェクターピン」が下がり過ぎていると、
成形品に凸形状が出来てしまいます。
最悪の場合そこに圧力が掛かり「エジェクターピン」が破損して、
樹脂漏れを起こす可能性もあります。
「エジェクターピン」の長さも重要です。
例えば四角い成形品の四隅に配置した場合、
四本の「エジェクターピン」の長さが均等になっていないと、
成形品が歪んで出てきてしまい不良品になります。
単純ですがとても重要な金型の機構です。

The post エジェクターピンの配置と注意点 first appeared on 微細加工.COM.
]]>The post 試作型におけるサブマリンゲートについて first appeared on 微細加工.COM.
]]>「サブマリンゲート」は金型内部に
成形材料を潜り込ませて射出するゲートで、
他ゲートを採用した金型に比べ型構造が複雑になります。
本来であれば、
製作工数が少なくて済む「サイドゲート」や「ピンゲート」を使用したいのですが、
それらを配置するスペースが存在しない成形品に対して、
この「サブマリンゲート」を採用します。
「外観部のカバー」、「複雑形状」な成形品が該当します。
「サブマリンゲート」を採用すると
配置場所の制限が他のゲートに比べて少なくなる為、
ゲートを効率良く配置出来る事が大きなメリットです。
但し、「サブマリンゲート」の形状や大きさが適切でないと、
金型内部に残留した成形材料がゲートを塞いでしまい、
型修正をしなければ射出成形が不能になる恐れもある為、
安易に「サブマリンゲート」を配置してしまうのは危険です。
使用する成形材料の性質を考慮し、
形状、大きさについて十分な検討を行う必要があります。

The post 試作型におけるサブマリンゲートについて first appeared on 微細加工.COM.
]]>The post 曲面形状の切削加工について first appeared on 微細加工.COM.
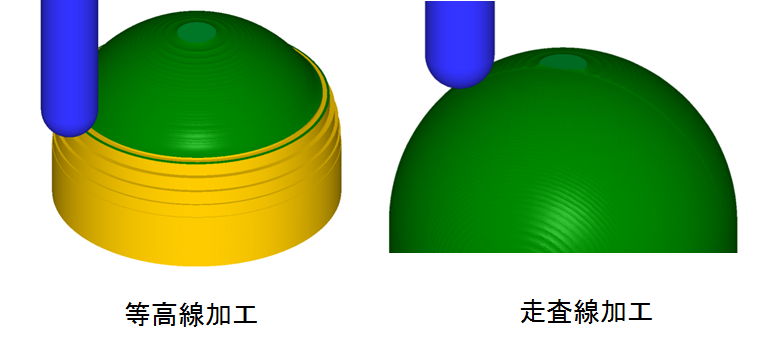
]]>上から下に向かって切削工具を動かし加工を行います。
これを「等高線加工」と言います。
粗加工で「仕上げ代」を残した形状を削り出し、
仕上げ加工では高い位置から順々に一定の間隔で加工を行います。
この「カッターパス」だけではドーム状のような曲面形状の
頂点部分が綺麗に仕上がりません。
そのため曲面の形状に沿った動きの加工を追加します。
これを「走査線加工」と言います。
切削工具も部品形状に適したものを使用します。
先端部が「フラット形状」になっている切削工具を使用すると
刃の角部分が当たって滑らかな面に成らない為、
先端部が「ボール形状」の切削工具を使用します。
このように部品形状に合わせた切削工具の選定と、
その動かし方(カッターパス)を変える事によって、
様々な形状を加工する事が出来ます。
The post 曲面形状の切削加工について first appeared on 微細加工.COM.
]]>